
Eco Villas is a construction Company Based in Seychelles, in partnership with factories in Europe.
We operate mainly in Indian Ocean and Europe but we can build anywhere in the world.
Our construction method is fast, easy to put in place and doesn’t need heavy tools.
In our portfolio there are 40 Villas in Seychelles and 200 in Europe, and we are expanding our brand in other countries.
FOLDING CONTAINER HOUSE








FURTHER MATERIAL ON EXPANDABLE HOUSES




FURTHER MATERIAL ON DETACHABLE HOUSES



FURTHER MATERIAL ON FLAT PACK HOUSES
WHY A WOODEN HOUSE?
Wood is alive. A wooden house is warm, durable, and has character. Wood is natural material and a wooden house is eco-friendly, green and has a low carbon footprint. A wooden house is comfortable. Timber is sustainable and one of the oldest building materials.
Everywhere in the world the popularity of wooden houses is on the rise. Energy efficiency, healthy living environment, short construction time and affordable prices are important factors. Wood is also strong, durable, flexible and fire proof, when treated accordingly.
Choosing a wooden house from Ecobuild you will get many advanatages:
• Wooden houses are eco-friendly and healthy to live in
Wooden homes are very healthy, wooden material has the unique ability to “breathe” and balance the indoor climate. Air passes through the wood grain, gets cleared, moisturized and maintains comfortable temperature. Thus, the house always maintains a comfortable microclimate, which is especially important for kids and persons with different allergies. It is established that the warm and natural colour of wood positively influences one’s state of mind, soothes nervous system and creates friendly conditions for recreation. It is clear that a wooden house is not just a building, but is a special world into which to invite friends and family.
• Wooden houses are easy and fast to build and low on maintenance
Wood construction is fast and efficient. Ecobuild manufacturing processes are undertaken at our production facilities and only assembling and installation is undertaken on site. Wooden buildings can be built year-round in most climates. A wooden home of up to 100m² can be delivered, ready to move into in just three months.
• Wood is the most important natural thermo-protector material
A comfortable microclimate stays in wooden homes in a natural way. It is naturally warm in winter and cool in summers. Logs feature to accumulate excessive moisture and to return it, helps to keep the optimal room temperature.
Wooden walls have high heat storage capacity. Wooden walls store warmth and gradually radiate it throughout the house. Therefore, wall surface´s temperature is similar to that of room´s temperature. This conditions comfort inside a house.
• Timber is the world´s greatest renewable resource
Wood is the most widely available building material derived from a renewable source. Over 50% of the total area of Estonia is covered with forest and there is less wood cut down and used in Estonia than is naturally growing on a daily basis.
• Wood is one of the most durable building material
Log homes, built in accordance with our modern technologies are highly reliable and durable. Properly notched and maintained houses can stand for centuries. There are 600- 700 years´houses still standing in Scandinavian countries and Siberia.
No material has been able to match the unique characteristics of wood including strength, durability, and ease of use, natural thermal resistance and stability. Wood is also outstanding for absorption and resistant of vibration. Log houses are suitable also for earthquake areas as very stable and strong constructions.
Timber structures of massive cross-section demonstrate very high fire resistancy. When exposed to fire, wood surface becomes charred, which prevents the further development of fire.
• Environment friendly
The assembly process of a prefabricated wooden house is designed in a way that there is minimum or no impact to the surrounding flora and fauna. Manufacturing of wood products consumes 10 times less energy than production of other construction materials.
• Cost effective
A wooden house is easy and fast to build, is energy efficient and preserves our natural environment. The use of wood as a building material ensures a healthy living environment for us and the generations to come. This combined gives us the possibility to save time and money, while enjoying a nice and cozy atmosphere.
We at Ecobuild offer a very good quality and price ratio for our log and timber frame houses.
Do you want to live in good health? Then wood and timber buildings are the simple answer. Ask an offer!
WHAT IS LOG HOUSE








A log house, or log building, is a structure built with horizontal logs interlocked at the corners by notching. Logs may be round, squared or hewn to other shapes, either handcrafted or milled. The term “log cabin” generally refers to a smaller, more rustic log house, such as a hunting cabin in the woods, that may or may not have electricity or plumbing.
Log construction was the most common building technique in large regions of Sweden, Finland, Norway, the Baltic states and Russia, where straight and tall coniferous trees, such as pine and spruce, are readily available. It was also widely used for vernacular buildings in Eastern Central Europe, the Alps, the Balkans and parts of Asia, where similar climatic conditions prevail. In warmer and more westerly regions of Europe, where deciduous trees predominate, timber framing was favoured instead.
• Sawn logs, logs sawn to a standard width, but with their original heights
• Milled (also called machine-profiled), made with a log house moulder: Constructed of logs that have run through a manufacturing process which convert them into timbers which are consistent in size and appearance
Handcrafted log houses have been built for centuries in Scandinavia, Russia and Eastern Europe, and were typically built using only an axe and knife. The Scandinavian settlers of New Sweden brought the craft to North America in the early 17th century, where it was quickly adopted by other colonists and Native Americans. Possibly the oldest surviving log house in the United States is the C. A. Nothnagle Log House (circa 1640) in New Jersey.
Pre-fabricated log houses for export were manufactured in Norway from the 1880s until around 1920 by three large companies: Jacob Digre in Trondheim, M. Thams & Co. in Orkanger, and Strømmen Trævarefabrik at Strømmen. They were factory built from sawn or milled logs, numbered and dismantled for transportation, and reassembled on the buyer’s site. Buyers could order standard models from catalogs, custom-made houses designed by architects employed by the companies, or houses of their own design. Log houses from Thams were exhibited at the Exposition Universelle (1889) in Paris.
During the 1920s the first American milled log houses appeared on the market, using logs which were pre-cut and shaped rather than hand-hewn. Many log houses today are of the milled variety, mainly because they require less labor-intensive field work than handcrafted houses. There are about 500 companies in North America which build the handcrafted, scribe-fit type of log house.
Scribe-fit handcrafted logs
The logs in log houses have a varying degree of moisture content; all logs have moisture when freshly cut. In the case of handcrafted logs moisture will naturally leave the timber, drying it out until it stabilizes with its climate. This drying-out causes movement and shrinking of the log’s diameter. As logs and timbers dry, the differential shrinkage (radial versus tangential) causes small cracks (known as “checks”) to open slowly over time. Checking is a natural process in both air- and kiln-dried logs. This occurs in all log houses regardless of construction method or how the timber is allowed to dry, and is considered normal.
Milled logs are processed in a different manner from handcrafted logs. Logs destined to become milled logs may become one of several types, depending on the desired quality and results.
Green logs. Logs that are cut from the butt forest, brought to a mill or to a log-house construction yard, have their bark removed and are used to build a log-house shell (handcrafted log houses), or sent through profiling machines (manufactured logs) are usually referred to as “green” logs if they have not been air- or kiln-dried. “Green” does not refer to color, but to moisture content (MC). The actual moisture content of “green” logs varies considerably with tree species (cedar, fir, spruce, pine etc.), the season in which it was cut, and whether sapwood or heartwood is being measured. Green logs may have a moisture content ranging from about 20% to 90% (the oven-dry method of measuring MC).
One type of air-dried log is “dead standing,” which refers to trees which have died from natural causes (bug kill, virus, fire etc.) and cut down after they died. Standing dead trees may be cut one month or several decades after they died, so the term “dead standing” does not necessarily mean the logs have dried down to equilibrium moisture content. Dead standing logs can be green, or more-or-less dry.
After construction, green logs dry in service in the log building. Within about four years, green logs which are part of a completed log house reach equilibrium with local conditions and have an equilibrium moisture content (EMC) of between 6% and 12%. The actual EMC varies with local climate, season and location.
Air-dried logs
Some log home companies let the fresh-cut logs (or milled timbers) sit outside in the open air to dry naturally. The timbers may be stacked with spacers (known as “stickers”) between them. This process allows the moisture content of the logs to naturally fall as the timber dries. In areas of high humidity, it may require as much as one year per inch of log thickness to dry. Arid climates may require less. A log with a diameter of 8 inches will usually reach equilibrium in about 18 months in the Rocky Mountains of North America. Air circulation is critical or the logs may begin to rot before properly drying, especially in humid regions. If the logs are to be dried to equilibrium with the local climate the process may take several years, depending on the location and size of the timbers. In some environments, the logs must be kept under some type of roof or cover to reduce the impact of rain storms on the drying process.
Once the logs have dried for the desired length of time, they are profiled prior to shipping. Profiling usually does not take place until shortly before shipment, to ensure that the logs stay as uniform as possible. It is uncertain whether this process is advantageous; it depends on many factors such as local climate, wood species, its size, and the location of the log structure.
Kiln-dried logs
Mills that have a kiln on site have the option of artificially accelerating the drying process. Green timber is placed inside a large oven, where heat removes moisture from them; however, they can suffer severe checking and cracking if the kiln controls are not properly monitored during the drying process. Use of a kiln can reduce the drying time from many months to several weeks. Kiln-drying usually results in an average moisture content of 18-20% (“average” means the average moisture content of the outside and the center of the log).
In North America, logs reach equilibrium moisture content at about 6% and 12%; since most kiln-dried logs are dried down to about 18% to 20% moisture content, kiln-dried logs can be expected to shrink and settle over time, but to a lesser extent than green logs.
Glue-laminated timber
“Laminated” or “engineered” logs are a different approach to log-house building. Full trees or (alternatively) sawn cants (unfinished logs to be further processed) are brought to a mill with a dry kiln, the bark is removed and the trees are sawn into boards usually no more than two inches thick. These boards are then taken to the dry kiln, where (because of their size) they can be dried without causing severe damage to the wood. Timber destined for glue lamination must be brought down below 15% moisture before the lamination process will work, so typically these timbers are dried to around 8-10% moisture. The drying process varies on the species of lumber, but can be done in as little as a week. Once the drying process is complete the planks are sent through a surfacer (or planer), which makes the face of the lumber perfectly smooth. These planks travel to a machine, which then spreads a special glue on the interior boards.
Depending on the type of glue and type of mill, there are two ways to finish the lamination process. One type of glue reacts with radio-frequency (RF) energy to cure the glue in minutes; the other uses a high-pressure clamp, which holds the newly reassembled timbers under pressure for 24 hours. Once the glue has dried, the result is a “log cant” that is slightly larger than the buyer’s desired profile. These log cants are run through a profiler, and the end result is a log that is perfectly straight and uniform. Some mills are capable of joining together small timbers by using a combination of face and edge gluing and a process known as finger- jointing. Boards which would be scrap at another mill may be used in the center of a laminated log or beam to minimize waste.
Types of milled logs
Milled log homes employ a variety of profiles which are usually specified by the customer:
• D-shape logs: round on the outside and flat inside
• Full-round logs: fully round inside and out
• Square logs: flat inside and out, and may be milled with a groove which could be chinked. When dealing with milled logs, chinking is a personal preference and not required to seal a house; however, a log house will eventually leak if it is not properly sealed.
• Swedish Cope logs: round inside and out, with a half-moon-shaped groove on the bottom
Nearly every profiled log on the market features an integral tongue and groove milled into the top and bottom of the log; this aids in stacking, and reduces the need for chinking. Wood is not airtight — caulking or chinking will improve energy efficiency.•
•
D-shaped profile
•
Square or chink-style profile
•
Swedish Cope profile
Construction methods
Joints of Scandinavian Full-Scribe log construction in an addition to the Lom stave church in Norway.
• Scandinavian Full-Scribe (also known as the “chinkless method”) is naturally-shaped, smoothly-peeled (drawknifed) logs which are scribed and custom-fitted to one another. They are notched where they overlap at the corners, and there are several ways to notch the logs.
• In the flat-on-flat method, logs are flattened on the top and bottom and then stacked (usually with butt-and-pass corners).
• Milled log houses are constructed with a tongue-and-groove system which helps align one log to another and creates a system to seal out the elements.
• With the tight-pinned butt and pass method, the logs are not notched or milled in any way. They are in a single course and do not overlap; vertical pairs of logs are fastened with tight, load-bearing steel pins.
Corner styles
Traditional corner notch used in Norway from the 14th century until the present
• Interlocking saddle notch: Normally seen on D- or full-round profiles, where a notch is cut into the top of one log and the bottom of another; these two logs then interlock, creating a tightly-sealed corner. Also popular in handcrafted, full-scribe log houses.
• Dovetail: Typically seen on square, hewn, or chink-style logs. A dovetail joint is cut on the end of a log, where it would rest in a corner—one to the right and one to the left; this creates a tight, interlocking corner. Handcrafted dovetails can be “full dovetail” (notch surface slopes in two directions simultaneously) or “half dovetail” (notch surface slopes in one direction).
• Locked or Tooth-edged joint: Typically seen in square logs. A lock/tooth joint is where distinct tooth-like profiles are cut at the end of each log for a tight “locked” fit.[9]
• Butt-and-pass: Unscribed (or milled) logs butt up against each other at the corners without notching
• Saddle notch: Used where two round logs overlap each other near the corners; common with the Swedish cope profile
• Vertical corner post also known as post-and-plank: Typically larger (e.g., 8″ x 8″) than the wall logs (e.g., 6″ x 6″). The wall logs would be “toe nailed” into the corner post.
• Mortise and Tenon Joinery: the tenon (tongue) of one log connects to the mortise (hole) of another forming a 90 degree angle to secure the joint.
WOOD TREATMENTS
N. TREATMENTS AGAINST INSECTS AND TERMITES:
THE PROCESS FROM THE TREE TO THE HOUSE COMPLETE.
1- All the components are treated at the factory with the specific products accredited in Europe, Most of the components on high pressure method, other on impregnation.
2- The wood from origin is certificated CE and is dried naturally dryed for 4 weeks and in Owen at 80 Degrees for a /weeks, to remove 90 % of the water contain in the plant, but keep alive the resin production , and 10 % of humidity to preserv the log.
3- All the house components are inspected by Ministry Of Agriculture in Romania before the production, during the production, and when the container will be loaded and the end of production.
4- All our container when loaded are fumigated, wit SOLFAC Pesticide and locked until arrival in Seychelles.
5-All our coatings top quality and contain pesticide for insects bugs and termites.
6- The land have to be treated, prior construction, during construction and immediately after construction after the site cleaning.
7- Eco villas Before Bring the material on site and install the house will make an inspection will be made to detect if there is any activities in the soil o around the perimeter, only after feel back positive the house will be assembled.
8- After construction , an additional contract of monitoring and attendance will be propose to the client, Eco Villas will monitor the life span of the house.
9- All Certifications will be produced during production and shipment and delivered to the competent autorities and the client.
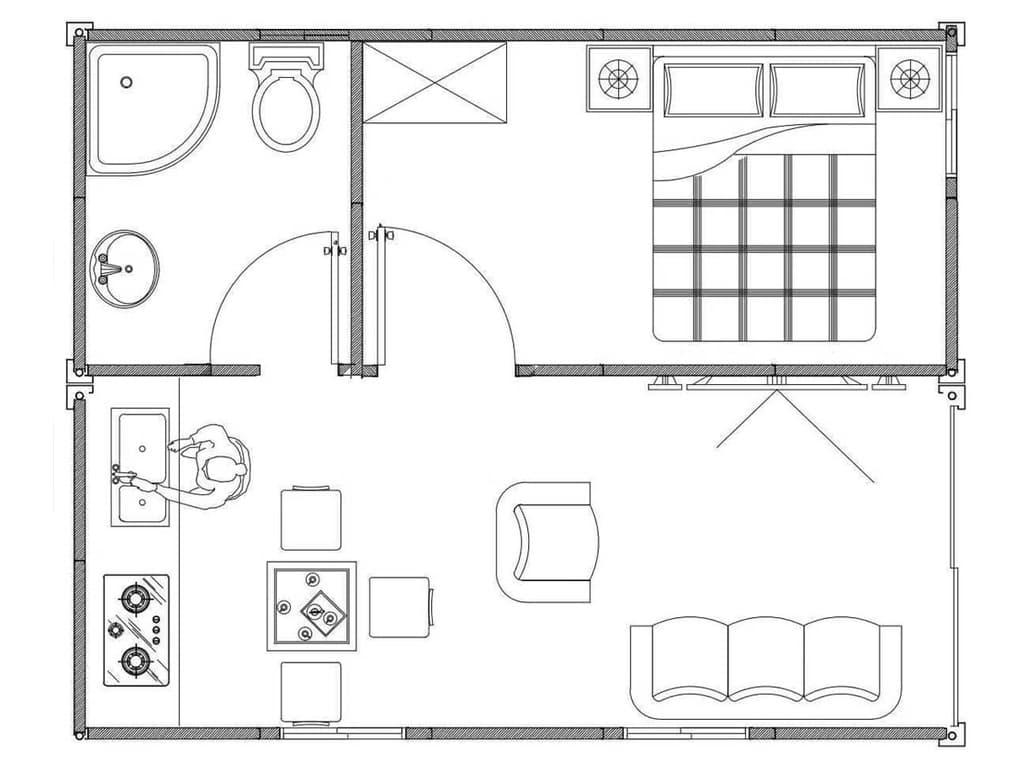
OUR VILLA CAN BE :
1) COMPLETELY WOOD (DIFFERENT KIND OF WOOD CAN BE CHOSEN)
(INTERLOG HOMES), MOSTLY USED FOR SMALL HOMES,CHALET, BUNGALOW, GAZEBOS.
2) STRUCTURED IN WOOD, NOT VISIBLE
(FRAMING SYSTEM) WITH THE FRAMING METHOD , THE STRUCTURE IS MADE IN LAMINATED MASSIVE LOGS OF WOOD, THE FRAMES PANES ARE IN WOOD ASWELL , BUT THE WALLS ARE CLADED WITH RIGIPS OR OTHER MATERIALS FOR THE INDOOR WALLS,
CONCRETE PLASTERING FOR THE OUTDOOR WALLS.
FLOORS CAN BE PARQUET, TILES, AR ANY OTHER MATERIALS.
3) GALVANIZED METHAL FRAMING, WITH VERY LOW PERCENTUAL OF WOOD
USED IN THE CONSTRUCTION.
SAME OUTDOOR AND INDOOR CLADING.
ALSO OUR VILLAS CAN BE MIVED WITH PARTS IN CONCRETE OR STONES.
OTHER IMPORTANT NOTES;
ALL THE LAMINATED LOGS ARE GLUED WITH POLIURETANIC GLUE IN HIGH PREASSURE PRESS MACHINE.
ALL THE NODED AND WOODS IMPERFECTION ARE ELIMINATED FROM THE LOGS
ALL THE COMPONENTS ARE PREASSURE TREATED
ALL THE COATING ARE TOP BRAND WITH PRESERVATIVE.
ALL THE GLASSES ARE DOUBLE LOW ENERY SYSTEM UV
THE HARDWARES IS AGB ITALY
ALL COMPONENTS INSPECTED AND CERTIFICATED CE
WHAT IS FRAMING METHOD































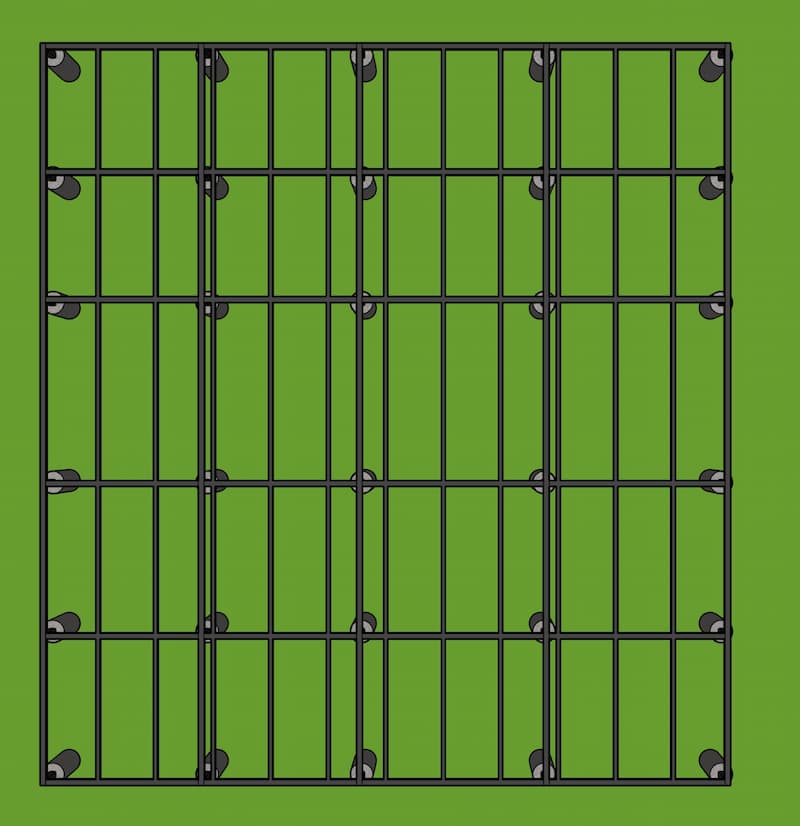
Metal Platform, an option to normal concrete slab
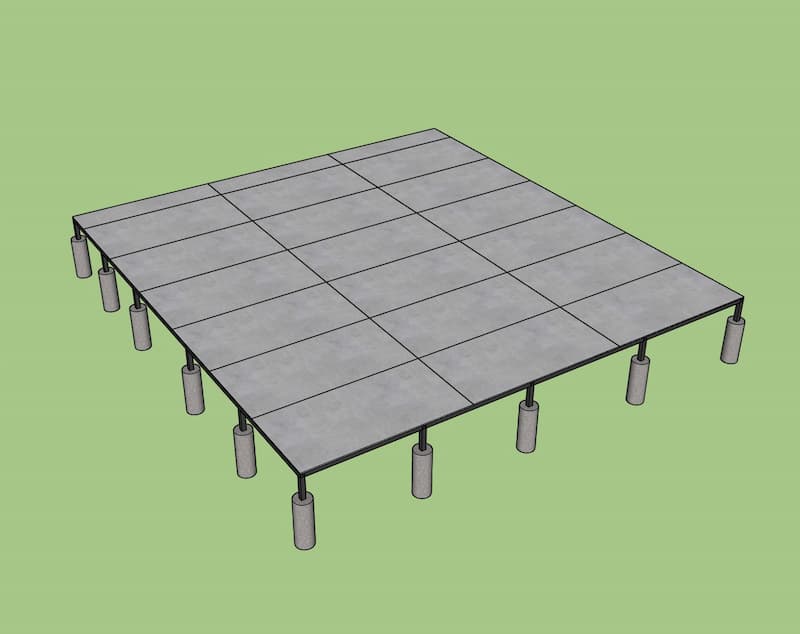
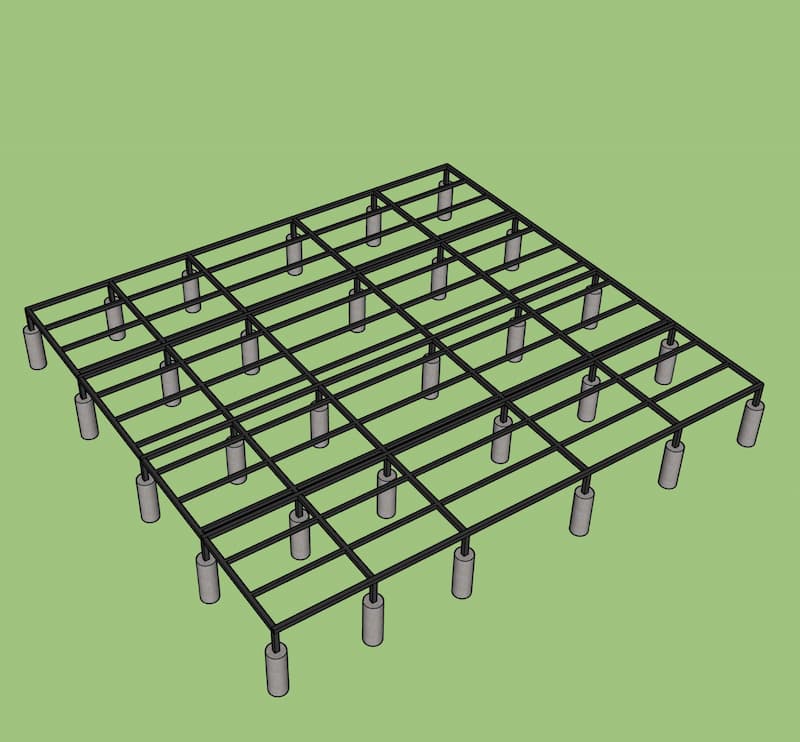
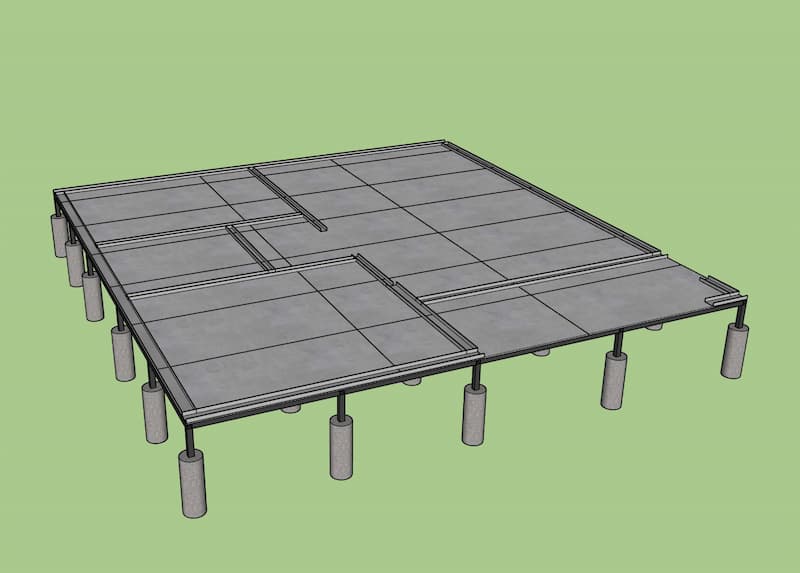
Framing, in construction, is the fitting together of pieces to give a structure support and shape. Framing materials are usually wood, engineered wood, or structural steel. The alternative to framed construction is generally called mass wall construction, where horizontal layers of stacked materials such as log building, masonry, rammed earth, adobe, etc. are used without framing.
Building framing is divided into two broad categories, heavy-frame construction (heavy framing) if the vertical supports are few and heavy such as in timber framing, pole building framing, or steel framing; or light-frame construction (light-framing) if the supports are more numerous and smaller called light-frame construction, for example balloon, platform and light-steel framing. Light-frame construction using standardized dimensional lumber has become the dominant construction method in North Americaand Australia due to the economy of the method; use of minimal structural material allows builders to enclose a large area at minimal cost while achieving a wide variety of architectural styles.
Modern light-frame structures usually gain strength from rigid panels (plywood and other plywood-like composites such as oriented strand board(OSB) used to form all or part of wall sections), but until recently carpentersemployed various forms of diagonal bracing to stabilize walls. Diagonal bracing remains a vital interior part of many roof systems, and in-wall wind braces are required by building codes in many municipalities or by individual state laws in the United States. Special framed shear walls are becoming more common to help buildings meet the requirements of earthquake engineering and wind engineering.
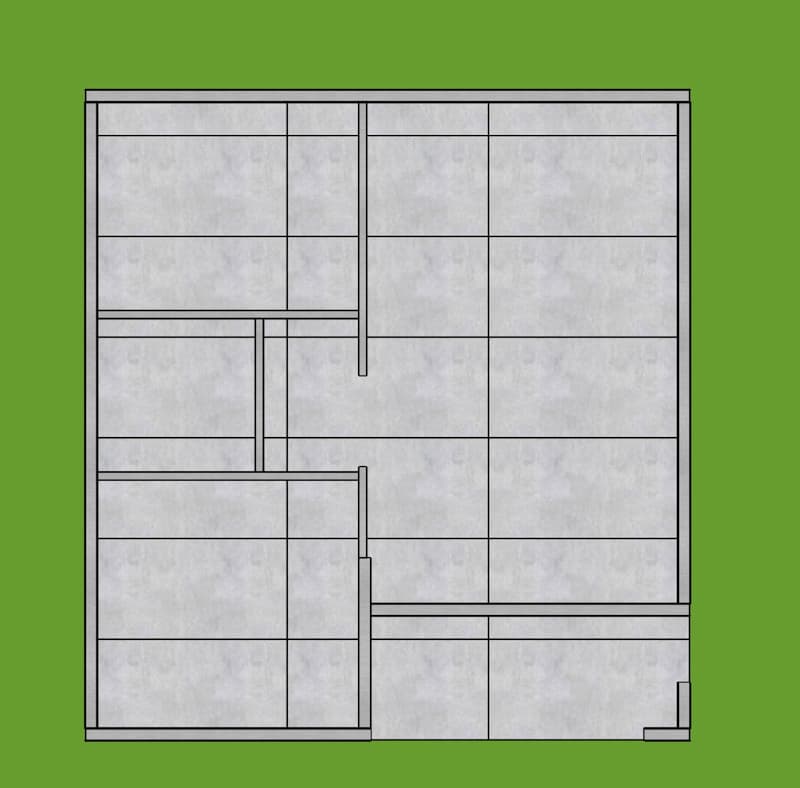
Walls
Wall framing in house construction includes the vertical and horizontal members of exterior walls and interior partitions, both of bearing walls and non-bearing walls. These stick members, referred to as studs, wall plates and lintels (sometimes called headers), serve as a nailing base for all covering material and support the upper floor platforms, which provide the lateral strength along a wall. The platforms may be the boxed structure of a ceiling and roof, or the ceiling and floor joists of the story above.
In the building trades, the technique is variously referred to as stick and frame, stick and platform, or stick and box, as the sticks (studs) give the structure its vertical support, and the box-shaped floor sections with joists contained within length-long post and lintels (more commonly called headers), support the weight of whatever is above, including the next wall up and the roof above the top story. The platform also provides the lateral support against wind and holds the stick walls true and square. Any lower platform supports the weight of the platforms and walls above the level of its component headers and joists.
Framing lumber is subject to regulated standards that require a grade-stamp, and a moisture content not exceeding 19%.
There are three historically common methods of framing a house.
• Post and beam, which is now used predominantly in barn construction.
• Balloon framing using a technique suspending floors from the walls was common until the late 1940s, but since that time, platform framing has become the predominant form of house construction.
• Platform framing often forms wall sections horizontally on the sub-floor prior to erection, easing positioning of studs and increasing accuracy while cutting the necessary manpower. The top and bottom plates are end-nailed to each stud with two nails at least 3.25 in (83 mm) in length (16d or 16 penny nails). Studs are at least doubled (creating posts) at openings, the jack stud being cut to receive the lintels(headers) that are placed and end-nailed through the outer studs.
Wall sheathing, usually a plywood or other laminate, is usually applied to the framing prior to erection, thus eliminating the need to scaffold, and again increasing speed and cutting manpower needs and expenses. Some types of exterior sheathing, such as asphalt-impregnated fiberboard, plywood, oriented strand board and waferboard, will provide adequate bracing to resist lateral loads and keep the wall square. (Construction codes in most jurisdictions require a stiff plywood sheathing.) Others, such as rigid glass-fiber, asphalt-coated fiberboard, polystyrene or polyurethane board, will not. In this latter case, the wall should be reinforced with a diagonal wood or metal bracing inset into the studs. In jurisdictions subject to strong wind storms (hurricane countries, tornado alleys) local codes or state law will generally require both the diagonal wind braces and the stiff exterior sheathing regardless of the type and kind of outer weather resistant coverings.
Corners
A multiple-stud post made up of at least three studs, or the equivalent, is generally used at exterior corners and intersections to secure a good tie between adjoining walls, and to provide nailing support for interior finishes and exterior sheathing. Corners and intersections, however, must be framed with at least two studs.[8]
Nailing support for the edges of the ceiling is required at the junction of the wall and ceiling where partitions run parallel to the ceiling joists. This material is commonly referred to as dead wood or backing.
Exterior wall studs
Wall framing in house construction includes the vertical and horizontal members of exterior walls and interior partitions. These members, referred to as studs, wall plates and lintels, serve as a nailing base for all covering material and support the upper floors, ceiling and roof.
Exterior wall studs are the vertical members to which the wall sheathing and cladding are attached. They are supported on a bottom plate or foundation sill and in turn support the top plate. Studs usually consist of 1.5 by 3.5 inches (38 mm × 89 mm) or 1.5 in × 5.5 in (38 mm × 140 mm) lumber and are commonly spaced at 16 in (410 mm) on center. This spacing may be changed to 12 or 24 in (300 or 610 mm) on center depending on the load and the limitations imposed by the type and thickness of the wall covering used. Wider 1.5 in × 5.5 in (38 mm × 140 mm) studs may be used to provide space for more insulation. Insulation beyond that which can be accommodated within a 3.5 in (89 mm) stud space can also be provided by other means, such as rigid or semi-rigid insulation or batts between 1.5 in × 1.5 in (38 mm × 38 mm) horizontal furring strips, or rigid or semi-rigid insulation sheathing to the outside of the studs. The studs are attached to horizontal top and bottom wall plates of 1.5 in (38 mm) lumber that are the same width as the studs.
Interior partitions
Interior partitions supporting floor, ceiling or roof loads are called loadbearing walls; others are called non-loadbearing or simply partitions. Interior loadbearing walls are framed in the same way as exterior walls. Studs are usually 1.5 in × 3.5 in (38 mm × 89 mm) lumber spaced at 16 in (410 mm) on center. This spacing may be changed to 12 or 24 in (300 or 610 mm) depending on the loads supported and the type and thickness of the wall finish used.
Partitions can be built with 1.5 in × 2.5 in (38 mm × 64 mm) or 1.5 in × 3.5 in (38 mm × 89 mm) studs spaced at 16 or 24 in (410 or 610 mm) on center depending on the type and thickness of the wall finish used. Where a partition does not contain a swinging door, 1.5 in × 3.5 in (38 mm × 89 mm) studs at 16 in (410 mm) on center are sometimes used with the wide face of the stud parallel to the wall. This is usually done only for partitions enclosing clothes closets or cupboards to save space. Since there is no vertical load to be supported by partitions, single studs may be used at door openings. The top of the opening may be bridged with a single piece of 1.5 in (38 mm) lumber the same width as the studs. These members provide a nailing support for wall finish, door frames and trim.
Lintels (headers)
Lintels (or, headers) are the horizontal members placed over window, door and other openings to carry loads to the adjoining studs.[4] Lintels are usually constructed of two pieces of 2 in (nominal) (38 mm) lumber separated with spacers to the width of the studs and nailed together to form a single unit. The preferable spacer material is rigid insulation. The depth of a lintel is determined by the width of the opening and vertical loads supported.
Wall sections
The complete wall sections are then raised and put in place, temporary braces added and the bottom plates nailed through the subfloor to the floor framing members. The braces should have their larger dimension on the vertical and should permit adjustment of the vertical position of the wall.
Once the assembled sections are plumbed, they are nailed together at the corners and intersections. A strip of polyethylene is often placed between the interior walls and the exterior wall, and above the first top plate of interior walls before the second top plate is applied to attain continuity of the air barrier when polyethylene is serving this function.
A second top plate, with joints offset at least one stud space away from the joints in the plate beneath, is then added. This second top plate usually laps the first plate at the corners and partition intersections and, when nailed in place, provides an additional tie to the framed walls. Where the second top plate does not lap the plate immediately underneath at corner and partition intersections, these may be tied with 0.036 in (0.91 mm) galvanized steel plates at least 3 in (76 mm) wide and 6 in (150 mm) long, nailed with at least three 2.5 in (64 mm) nails to each wall.
Balloon framing
Balloon framing is a method of wood construction – also known as “Chicago construction” in the 19th century[11] – used primarily in areas rich in softwood forests: Scandinavia, Canada, the United States up until the mid-1950s, and around Thetford Forest in Norfolk, England. It uses long continuous framing members (studs) that run from the sill plate to the top plate, with intermediate floor structures let into and nailed to them. Here the heights of window sills, headers and next floor height would be marked out on the studs with a story pole. Once popular when long lumber was plentiful, balloon framing has been largely replaced by platform framing.
It is not certain who introduced balloon framing in the United States. However, the first building using balloon framing was possibly a warehouse constructed in 1832 in Chicago, Illinois, by George Washington Snow. Architectural critic Sigfried Giedion cited Chicago architect John M. Van Osdel’s 1880s attribution, as well as A. T. Andreas’ 1885 History of Chicago, to credit Snow as ‘inventor of the balloon frame method’. In 1833, Augustine Taylor (1796–1891) constructed St. Mary’s Catholic Church in Chicago using the balloon framing method.
In the 1830s, Hoosier Solon Robinson published articles about a revolutionary new framing system, called “balloon framing” by later builders. Robinson’s system called for standard 2×4 lumber, nailed together to form a sturdy, light skeleton. Builders were reluctant to adopt the new technology, however, by the 1880s, some form of 2×4 framing was standard.
Alternatively, a precursor to the balloon frame may have been used by the French in Missouri as much as thirty-one years earlier.
The name comes from a French Missouri type of construction, maison en boulin, boulin being a French term for a horizontal scaffolding support. Historians have also fabricated the following story: As Taylor was constructing his first such building, St. Mary’s Church, in 1833, skilled carpenters looked on at the comparatively thin framing members, all held together with nails, and declared this method of construction to be no more substantial than a balloon. It would surely blow over in the next wind! Though the criticism proved baseless, the name stuck.
Although lumber was plentiful in 19th-century America, skilled labor was not. The advent of cheap machine-made nails, along with water-powered sawmills in the early 19th century made balloon framing highly attractive, because it did not require highly skilled carpenters, as did the dovetail joints, mortises and tenons required by post-and-beam construction. For the first time, any farmer could build his own buildings without a time-consuming learning curve.
It has been said that balloon framing populated the western United States and the western provinces of Canada. Without it, western boomtowns certainly could not have blossomed overnight. It is also likely that, by radically reducing construction costs, balloon framing improved the shelter options of poorer North Americans.[citation needed] For example, many 19th-century New England working neighborhoods consist of balloon-constructed three-story apartment buildings referred to as triple deckers. However, balloon framing did require very long studs and as tall trees were exhausted in the 1920s, platform framing became prevalent.
An unusual example of balloon framing: The Jim Kaney Round Barn, Adeline, Illinois, U.S.A.
The main difference between platform and balloon framing is at the floor lines. The balloon wall studs extend from the sill of the first story all the way to the top plate or end rafter of the second story. The platform-framed wall, on the other hand, is independent for each floor.
Materials
Light-frame materials are most often wood or rectangular steel, tubes or C-channels. Wood pieces are typically connected with nail fasteners, nails, or screws; steel pieces are connected with pan-head framing screws, or nuts and bolts. Preferred species for linear structural members are softwoods such as spruce, pine and fir. Light frame material dimensions range from 38 by 89 mm (1.5 by 3.5 in); i.e., a Dimensional number two-by-four to 5 cm by 30 cm (two-by-twelve inches) at the cross-section, and lengths ranging from 2.5 metres (8.2 ft) for walls to 7 metres (23 ft) or more for joists and rafters. Recently, architects have begun experimenting with pre-cut modular aluminum framing to reduce on-site construction costs.
Wall panels built of studs are interrupted by sections that provide rough openings for doors and windows. Openings are typically spanned by a header or lintel that bears the weight of structure above the opening. Headers are usually built to rest on trimmers, also called jacks. Areas around windows are defined by a sill beneath the window, and cripples, which are shorter studs that span the area from the bottom plate to the sill and sometimes from the top of the window to a header, or from a header to a top plate. Diagonal bracings made of wood or steel provide shear (horizontal strength) as do panels of sheeting nailed to studs, sills and headers.
Light-gauge metal stud framing
Wall sections usually include a bottom plate which is secured to the structure of a floor, and one, or more often two top plates that tie walls together and provide a bearing for structures above the wall. Wood or steel floor frames usually include a rim joist around the perimeter of a system of floor joists, and often include bridging material near the center of a span to prevent lateral buckling of the spanning members. In two-story construction, openings are left in the floor system for a stairwell, in which stair risers and treads are most often attached to squared faces cut into sloping stair stringers.
Interior wall coverings in light-frame construction typically include wallboard, lath and plaster or decorative wood paneling. Exterior finishes for walls and ceilings often include plywood or composite sheathing, brick or stone veneers, and various stucco finishes. Cavities between studs, usually placed 40–60 cm (16–24 in) apart, are usually filled with insulation materials, such as fiberglass batting, or cellulose filling sometimes made of recycled newsprint treated with boron additives for fire prevention and vermin control.
In natural building, straw bales, cob and adobe may be used for both exterior and interior walls.
The part of a structural building that goes diagonally across a wall is called a T-bar. It stops the walls from collapsing in gusty winds.
Structure
Light-frame buildings are often erected on monolithic concrete-slab foundations that serve both as a floor and as a support for the structure. Other light-frame buildings are built over a crawlspace or a basement, with wood or steel joists used to span between foundation walls, usually constructed of poured concrete or concrete blocks.
Engineered components are commonly used to form floor, ceiling and roof structures in place of solid wood. I-joists (closed-web trusses) are often made from laminated woods, most often chipped poplar wood, in panels as thin as 1 cm (0.39 in), glued between horizontally laminated members of less than 4 cm by 4 cm (two-by-twos), to span distances of as much as 9 m (30 ft). Open web trussed joists and rafters are often formed of 4 cm by 9 cm (two-by-four) wood members to provide support for floors, roofing systems and ceiling finishes.
Platform framing was traditionally limited to four floors but some jurisdictions have modified their building codes to allow up to six floors with added fire protection.
ECO VILLAS METAL HOMES SYSTEMS
We build houses on light steel structure providing in this way durable and affordable solutions for your home.
The metal structures are manufactured by ECO VILLAS METAL HOMES, the profiles are of type C, Z, U, double galvanized steel 275 g, 80-300 mm, 1.5-3.5 mm, which means that these profiles have a high resistance and high stability.
Our strength in company is our team dedicated to their work, which ensures that your vision becomes a reality.
STAGES
- Obtain building permit
Before starting to build your house you will need to prepare some documents, such as urbanism (zone planning) certificate, building permit (approvals) and water and sewer agreement, etc., as well as geotechnical study upon which the foundation runs.
- Technical project
House design is made by special and professional programs, which emits reports of structural resistance to wind load, snow load, dynamic load and deformation in the event of natural disasters in the case of earthquakes.
- Foundation
The foundation will be executed by the client or by a partner of ECO VILLAS METAL HOMES according to a technical plan released by ECO VILLAS METAL HOMES. Because of the light wight of a steel frame structure the house does not require a very large and deep foundation.
- Structure mounting and external cladding
When the foundation is perfectly dry you can start build the house. The whole structure of the house consists of C and U profiles, which are made of a high quality stainless steel. The construction phase is about three weeks. On the exterior wall and on the roof will be installed special plates which are resistant to water and fire.
- Execution of roof covering
After the installation of the special plates, on the roof will be placed anti condensation foil and over it wood rulers (laths) will be placed which will support the tiles. The tiles and all their accessories will be installed at this point.
- Interior and exterior insulation
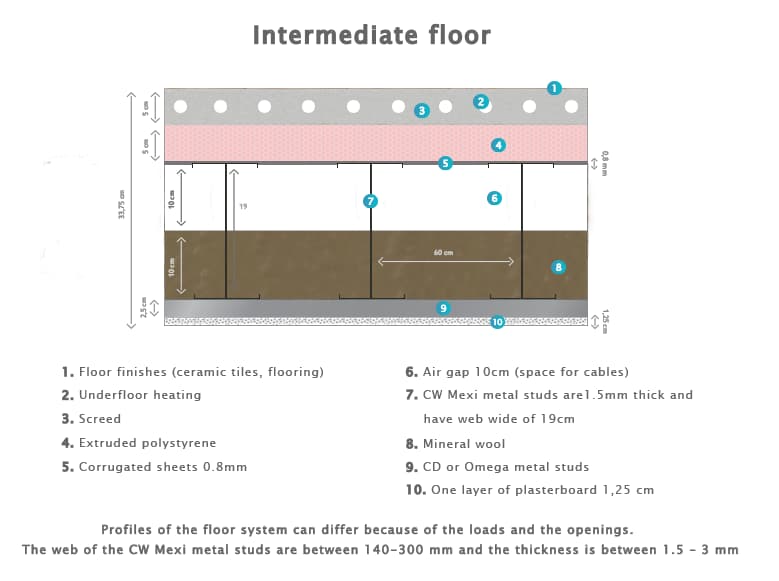
Interior insulation can be made with high density rockwool or foam. Because metal structure is made of 140 mm wide profiles, you can easily introduce a 100 mm wool. For exterior insulation ECO VILLAS METAL HOMES recommend 100mm polystyrene, which can be easily mounted on boards outside. To isolate the floor ECO VILLAS METAL HOMES recommend to use extruded polystyrene 50mm thick and poured over it a semi-dry screed. This is an ideal method for masking the electric cables and plumbing pipes. With this type of insulation you get a very well insulated house without thermal bridges or heat losses.
- Mechanical, electrical and plumbing services
After the execution of the interior insulation the wiring system and plumbing are inserted. The walls of the house are made from profiles of 140 mm that is why besides the 100 mm thick wool there is enough space for the electric cables and plumbing tubes without affecting the insulation of the house.
- Interior finishes
Inside the house, above resistance profiles is placed aluminized anti-condensation foil on which are mounted two layers of drywall. These boards will be plastered and painted, in bathrooms may be applied tiles to give your home a unique design. On the outside the house over the polystyrene layer is applied polyacrylate emulsion reinforced with fiberglass mesh. Over this can be applied decorative plaster or stick clinker bricks, or other decorative elements, that provide your home personality.
Price comparison
ECO VILLAS LTD offers you the joy which a well constructed house can give you.
Houses built on steel structures have a number of advantages over the traditional houses.
Here are some benefits of these buildings:
- The speed of construction, which is very fast due to the use of prefabricated materials. In approximately 3 months, depending on weather conditions and the difficulty of the project, is fully completed, compared to other traditional brick houses that could require 1 year;
- Materials are manufactured by ECO VILLAS METAL HOMES, they are measured and cut accurately, so you get exactly what you want. Because of the extreme accuracy of construction the possible classical defects can be prevented, that is cracks will not appear on the walls.
* With ECO VILLAS METAL HOMES with average finishes you can save costs between 19 – 24 % instead of a brick house with average finishes; and with luxury finishes you can save between 26 – 31 % instead of Brick house with luxury finishes
* Interior area is 5-8% bigger (you will get a bigger house)
* The prices in the table are actual calculations made after the execution of constructions
* The price of the one floor construction buildings are with 10% higher
* Be careful with the so called cheap companies, which ultimately could become expensive because of the low quality of their work
* Do not forget to inform about the heat transfer coefficient of the house
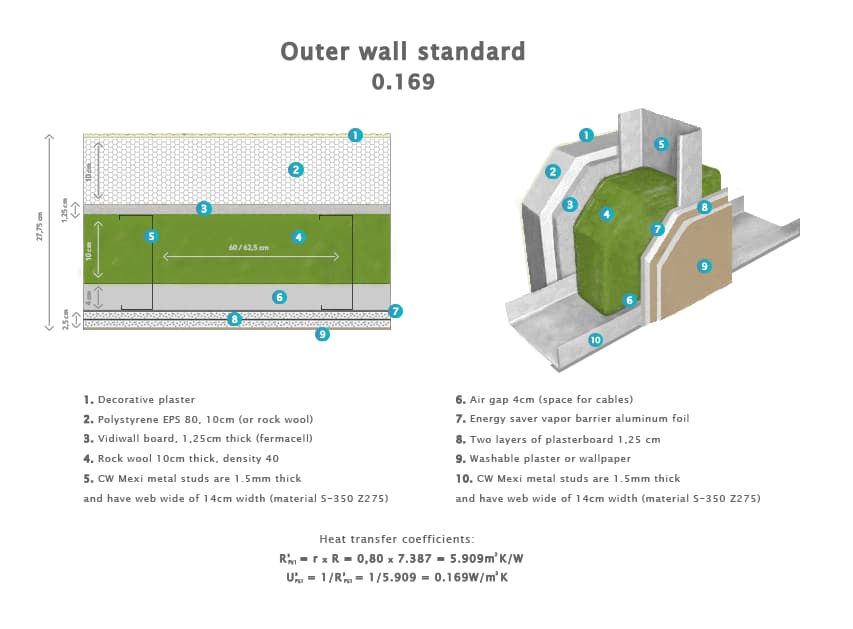
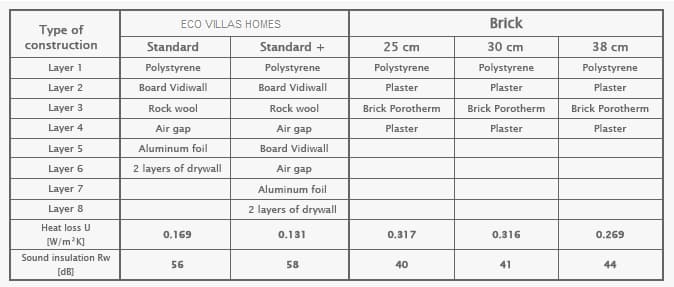
Heat transfer and sound insulation comparison
As you will see in the table below ECO VILLAS METAL HOMES are more reliable than other traditional houses in terms of the insulation.
Heating costs comparison / systems
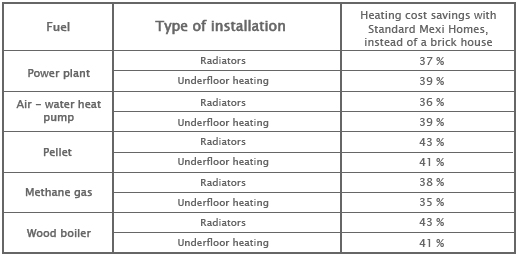
* Savings could increase in case of the passive houses, that is sometimes the savings can increase by 100%.